


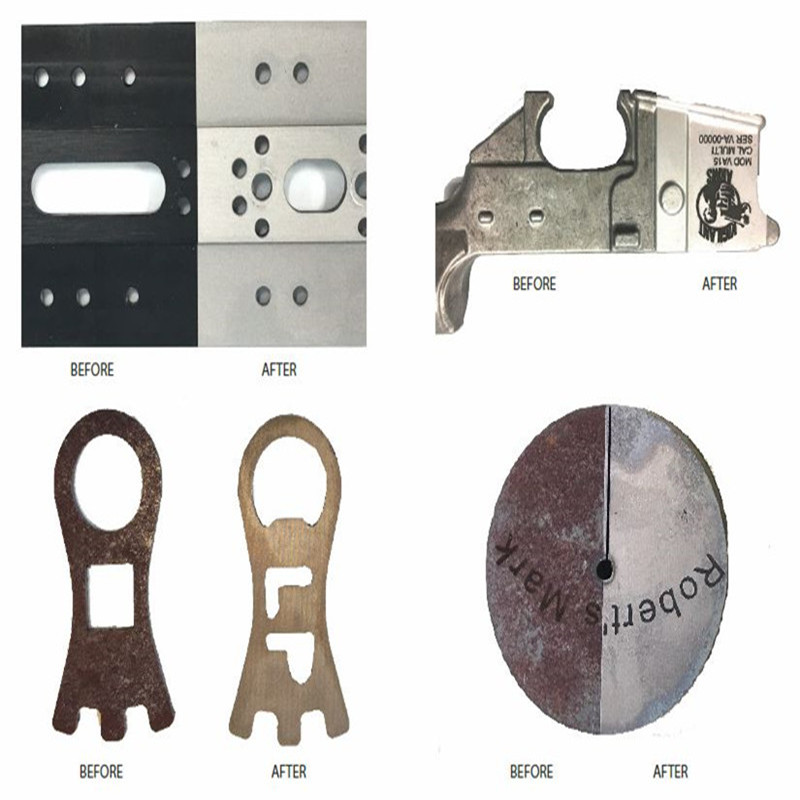



Tradicia industria purigado havas diversajn purigmetodojn, plejparte per kemiaj agentoj kaj mekanikaj metodoj. Sed fibra lasera purigado havas la karakterizaĵojn de ne-ŝlifado, ne-kontakta, ne-termika efiko kaj taŭga por diversaj materialoj. Ĝi estas konsiderata la nuna fidinda kaj efika solvo.
La speciala alt-potenca pulsa lasero por lasera purigado havas altan averaĝan potencon (200-2000W), altan unu-pulsan energion, kvadratan aŭ rondan homogenigitan punktan eliron, oportunan uzon kaj prizorgadon, ktp. Ĝi estas uzata en muldila surfactraktado, aŭtomobila fabrikado, ŝipkonstrua industrio, petrolkemia industrio, ktp., Ideala elekto por industriaj aplikoj kiel fabrikado de kaŭĉukaj pneŭoj. Laseroj povas provizi altrapidan purigadon kaj surfacpreparadon en preskaŭ ĉiuj industrioj. La malmulte prizorgenda, facile aŭtomatigita procezo povas esti uzata por forigi oleon kaj grason, forigi farbon aŭ tegaĵojn, aŭ modifi surfacan teksturon, ekzemple aldonante krudecon por pliigi adheron.
Carmanhaas ofertas profesian laseran purigadsistemon. Ofte uzataj optikaj solvoj: la lasera radio skanas la laborsurfacon per la galvanometro.
sistemo kaj la skanlenso por purigi la tutan laborsurfacon. Vaste uzata en purigado de metalsurfacoj, specialaj energiaj laserfontoj ankaŭ povas esti aplikitaj al purigado de nemetalaj surfacoj.
Optikaj komponantoj ĉefe inkluzivas kolimatan modulon aŭ radioekspansilon, galvanometran sistemon kaj F-THETA-skanlenson. La kolimata modulo konvertas la diverĝantan laseran radion en paralelan radion (reduktante la diverĝan angulon), la galvanometra sistemo realigas radiodeklinon kaj skanadon, kaj la F-Theta-skanlenso atingas unuforman radioskanan fokuson.
1. Alta unuopa pulsa energio, alta pinta potenco;
2. Alta lumkvalito, alta brileco kaj homogenigita elira punkto;
3. Alta stabila eligo, pli bona konsistenco;
4. Pli malalta pulslarĝo, reduktante la varmoakumulan efikon dum purigado;
5. Neniuj abraziaj materialoj estas uzataj, sen problemoj pri apartigo kaj forigo de poluaĵoj;
6. Neniuj solviloj estas uzataj - kemiaĵ-libera kaj ekologie amika procezo;
7. Space selektema - purigante nur la bezonatan areon, ŝparante tempon kaj kostojn ignorante regionojn, kiuj ne gravas;
8. Senkontakta procezo neniam malboniĝas laŭ kvalito;
9. Facile aŭtomatigita procezo, kiu povas malaltigi funkciajn kostojn per eliminado de laboro, samtempe donante pli grandan konsistencon en rezultoj.
| Parta Priskribo | Fokusa distanco (mm) | Skanada Kampo (mm) | Labora Distanco (mm) | Galvo-Aperturo (mm) | Potenco |
| SL-(1030-1090)-105-170-(15CA) | 170 | 105x105 | 215 | 14 | 1000W kontinua |
| SL-(1030-1090)-150-210-(15CA) | 210 | 150x150 | 269 | 14 | |
| SL-(1030-1090)-175-254-(15CA) | 254 | 175x175 | 317 | 14 | |
| SL-(1030-1090)-180-340-(30CA)-M102*1-WC | 340 | 180x180 | 417 | 20 | 2000W kontinua |
| SL-(1030-1090)-180-400-(30CA)-M102*1-WC | 400 | 180x180 | 491 | 20 | |
| SL-(1030-1090)-250-500-(30CA)-M112*1-WC | 500 | 250x250 | 607 | 20 |
Noto: *WC signifas Skanlenson kun akvomalvarmiga sistemo
Lasera purigado ofertas multajn avantaĝojn super tradiciaj metodoj. Ĝi ne implikas solvilojn kaj ne estas abrazia materialo por manipuli kaj forigi. Kompare kun aliaj procezoj, kiuj estas malpli detalaj, kaj ofte manaj procezoj, lasera purigado estas kontrolebla kaj povas esti aplikita nur al specifaj areoj de
